








Case carburized steel (En 353) is the material commonly used for making crown wheels and pinions. The reasons for the frequent failure of these components are due to the tooth bending impact, wear, and fatigue. The modern processes employed to produce high durable component includes cryogenic treatment as a supplementary process to conventional heat treatment process. It helps to convert retained austenite into martensite as well as promote carbide precipitation. This paper deals with the influence of cryogenic treatment on toughness, lateral expansion, and percent shear fracture of case carburized steel En 353. The impetus for studying the impact properties of gear steels is to ensure that steels used in gears have enough impact resistance to prevent failure when gears are subjected to normal spike load.
A comparative study on the effect of deep cryogenic treatment (DCT), shallow cryogenic treatment (SCT), and conventional heat treatment (CHT) on impact properties was also made by means of charpy impact test as per ASTM standard designation: 23-02a. In previous studies it was found that cryogenic treatment improves wear resistance. The present study confirms that there is no reduction in toughness accompanied with increase in hardness and wear resistance due to DCT. Also the improvement in toughness due to DCT was marginally higher than CHT. The scanning electron microstructural examination of fractured surface indicates the occurrence of extensive crack branching and noticeable plastic deformation in the SCT and DCT specimens in comparison with CHT.
Introduction
Owing to globalization, industry should not compromise on quality to compete in the market. Presently there is a tremendous growth in automobile industries. Research works are widespread with a view to improve the life and performance of components in automobiles, the aircraft industry, racing engines, and firearms, etc., by various treatments. Over the past few decades, research interest has been shown in the effect of cryogenic treatment on the performance of steels. Supplementing cryogenic treatment to conventional heat treatment process will help the manufacturer to achieve a highly durable component. It is an inexpensive one-time permanent treatment that influences the properties of the component to the core unlike surface treatments. In the present research work, improving the mechanical properties of crown wheel and pinion by cryogenic treatment is considered. Both crown wheel and pinion are made from high chromium nickel steel. They are the highly stressed components in an automobile. Further, these components are expensive, and even if one fails both of them have to be replaced together. These components undergo frequent fatigue failures and wear failures due to overloading, poor heat treatment, and improper material characteristics, etc. Figure 1 shows the failure of a crown wheel.

Cryogenic treatment is generally classified as shallow cryogenic treatment sometimes referred as subzero treatment (193 K) and deep cryogenic treatment (77 K) based on the operating temperatures. Normally shallow cryogenic treatment or subzero treatment is widely used for high precision parts in order to have high dimensional stability components. However, deep cryogenic treatment is employed due to the increased benefits reported in terms of wear resistance as well as dimensional stability as compared to shallow cryogenic treatment.
Need for Study
In the present study the material selected is case carburized steel (En 353). Typical applications of this material are heavy-duty gears, shafts, pinions, rocker arms, camshafts, gudgeon pins, push rod, levers, bushes, and other small arm components. The conventional heat treatment (CHT) of En 353 includes carburizing, hardening, quenching, and tempering. Due to carburization the carbon percent in the surface of crown and pinion will increase from 0.16 to 1 percent. This increased carbon content leads to retention of austenite after hardening, which is detrimental to the life of the component under service. Hence this retained austenite has to be converted to martensite. To alleviate retained austenite, cryogenic treatment (shallow cryogenic treatment (SCT) and deep cryogenic treatment (DCT)) has to be employed. The conversion of retained austenite to martensite increases the component toughness and dimensional stability [1]. Finally the formations of up to 300 percent more carbide fillers [2] over CHT resulting in increased wear resistance, reduced friction, and improved dimensional stability. In addition, as the pinion starts meshing with the crown wheel, impact loading on gear tooth occurs in every loading cycle, which leads to impact fracture.
In order to check the effect of cryogenic treatments on improving the impact strength, lateral expansion characteristics and percent shear fracture a charpy impact test was conducted on CHT, SCT, and DCT samples. The fractured specimens of various treatments were analyzed using scanning electron microscope (SEM) to identify the mechanism brought in by cryogenic treatment in relation with the impact strength.
Literature Survey
A detailed literature survey was made on the cryogenic treatment related to mechanical behavior and mechanism of treatments is discussed below.
Barron [3] conducted preliminary tests to determine the effect of cryogenic treatment on lathe tools, end mills, and zone punches, and concluded that an increase in tool life from 50 percent to more than 200 percent was observed for the tools which had been soaked in liquid nitrogen for 12 hours. Fanju Meng et al. [4] studied the effect of cryogenic treatment on the wear behavior of Fe-12Cr-Mo-V-1.4C tool steel. The results show a dramatic increase in wear resistance especially at high sliding speeds. Microstructural analysis of the sample after cryogenic treatment has shown fine carbide precipitates of size in the range of 10 nm, which are characterized as eta-carbide. This formation of eta-carbides helps to improve the wear resistance property.
Mollinari et al [5] mentioned that cryogenic treatment improves the mechanical properties of material by allowing the molecules of the material to compress and expand in a uniform manner and then realign in a more coherent fashion, thus reducing internal stress and thereby increasing the life of components. Wilson [6] concluded that cryogenically treated slitter knives in paper mills increases the lifetime above 500 percent. The improvement in wear life is due to more complete transformation of retained austenite into martensite at cryogenic temperatures and the amount of retained austenite in typical steel is reduced by a factor of three after cryogenic treatment.
Based on this literature it is observed that the cryogenic treatment has got the potential to improve the mechanical properties of steel. However, there is a feeling among the researchers that the increase in hardness and wear resistance may reduce the toughness of the material [7]. Hence, in order to study the effect of cryogenic treatment on toughness the present research work has been carried out.
Material
The material selected for the present study is En 353. It was obtained in the form of 20 mm diameter rod. The composition of the raw material and after carburization was analyzed in optical emission spectroscope (OES). The results of the analysis along with the nominal composition are given in Table 1. The raw sample conforms to the chemical requirements of En 353 specifications, as far as the constituents are concerned.

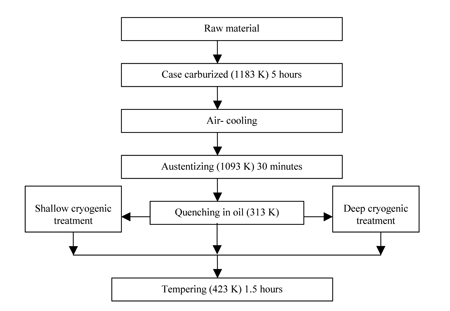
Heat Treatment
The methodology of heat treatment adopted for the present study is shown in Figure 2.
Conventional heat treatment process: Numerous industrial components such as crown wheel, pinion and gears require a hard wear resistant surface and a soft tough core. The conventional heat treatment adopted for En 353 low carbon steel consists of carburizing and air-cooled quench hardening in oil, followed by tempering. In the present study the charpy impact specimens were subjected to liquid carburizing process. In liquid carburizing, the surface (case) is higher in carbon and lower in nitrogen. Also it has the advantages of being free from oxidation, sooting problems, production of uniform case depth and carbon content, a rapid rate of penetration and reduction of time required for the steel to reach carburizing temperature. The detailed conventional heat treatment procedure with respect to time and temperature adopted in this research work is shown in Figure 2. The case depth required for charpy impact specimens is 1mm since crown wheel and pinion have 1 mm case depth.

Cryogenic treatment process: Cryogenic treatment alters material microstructure, which enhance the strength and wear property. Hardened alloy steel components such as carburized gears, pinion, and shafts are particularly responsive to this treatment. Depending on the alloy composition and the prior hardening cycles, the benefits achieved were increased strength, greater dimensional stability, improved wear resistance and relief of residual stress. For maximum benefits cryogenic treatment should be applied between hardening and tempering process. Presently two types of practices are available. One is deep cryogenic treatment, and the other one is shallow cryogenic treatment. However there are differences of opinion among the researchers in classifying the temperature for both the treatments. Hence, it is necessary to define the two types.
Shallow cryogenic treatment: In shallow cryogenic treatment the samples were directly kept in a mechanical freezer maintained at 193K (-800C) and soaked for five hours. Then it is removed from the freezer and allowed to reach ambient temperature, which should be finally followed by tempering at 423 K (150°C) for 1.5 hours. This process is to ensure that there is no brittle or untempered martensite left out in the component before they are put into its mission.
Deep cryogenic treatment: The value of deep cryogenic treatment of steel and other materials has been debated for many years. Even today many metallurgical professionals have serious reservations about its value. Earlier research work in this direction has shown a definite improvement in the wear properties of the material after deep cryogenic treatment. Presently in deep cryogenic treatment, the machined samples after conventional carburizing and hardening were slowly cooled from room temperature to 77 K (-1960C) at 1.26 K/min, which is soaked at 77 K for 24 hours and finally heated back to room temperature at the rate of 0.63 K/min. These very low temperatures are achieved using computer controls in a well-insulated treatment chamber with liquid nitrogen (LN2) as working fluid. This treatment enhances the desired metallurgical and structural properties by completing the transformation of austenite to martensite. Then the samples were finally subjected to tempering at 423 K (150°C) for 1.5 hours.
Experimentation
In the present study, 12 Charpy impact specimens were machined from the raw material (En 353) as per [8] ASTM standard E23-02a. The 12 machined samples were divided into four groups of three each namely Group A, Group B, Group C, and Group D. The Group A samples were kept as such to study the behavior of raw material under impact. The remaining Group B, Group C, and Group D machined samples were subjected to CHT, SCT, and DCT, respectively. The charpy impact samples of each group were subjected to impact test as per ASTM standard E23-02a. This test method of impact testing relate specifically to the behavior of metal when subjected to a single application of a force resulting in multi axial stresses associated with a notch, coupled with high rates of loading. The test was carried out at 293 K (20°C). The details of the charpy impact specimens were found to be A, S, and YZ-X for notch type, specimen designation and notch orientation respectively. The impact test was conducted to evaluate the absorbed energy, lateral expansion and percent shear fracture. This will enable us to identify the best treatment for En 353 with respect to impact behavior by comparing the results. This also helps in identifying the metallurgical reason for the increase or decrease in impact properties with regard to each and every treatment.
Results and Discussion
The results of the charpy impact test for the material En 353 are given in Table 2 for the raw material, CHT, SHT, and DCT and are discussed as follows.

Absorbed energy: Impact energy absorption values of a Charpy test are used to characterize the toughness of the material. It is the difference between the energy in the striking member at the instant of impact with specimen and the energy remaining after breaking the specimen. The reading has been corrected for friction and windage losses. The results show a marginal increase in toughness after SCT and DCT when compared with CHT.
Shear fracture: Another common measurement taken from the fractured charpy test specimens based on the macroscopic examination is quantification of fibrous fracture (shear fracture) and granular (cleavage) fracture. In En 353 raw material, macro scale ductile fracture is revealed by obvious changes in cross section of the fracture and or by shear lips on fracture surface. In general, the presence of a shear lip indicates the level of ductility, with large shear lips indicating greater ductility and the slant fracture surfaces are described as shear lip.
Percentage shear fracture is used to distinguish between regions formed by ductile stable crack growth mechanism, and regions formed by brittle fast crack growth mechanism. Macro scale brittle fractures have fracture surfaces that are perpendicular to the applied load without evidence of prior deformation. The typical zones of fracture appearance are called the “flat fracture” region. It is the region in which unstable crack growth occurs on microsecond time scale. Percent shear area is the difference between total fractured area and the area of flat fracture. The fracture appearance of raw material, CHT, SCT, and DCT specimens are shown in Figure 3, Figure 4, Figure 5, Figure 6, respectively. A dull/matte surface indicates micro scale ductile fracture (i.e., shear lip region), while a shiny, highly reflective surface indicates brittle cracking. A mixed mode ductile brittle fracture resulting in large shear lips was obtained in the raw material. Less amount of shear lip was formed in the treated specimens. The percent shear fracture for raw material, CHT, SCT, and DCT specimens are 40, 10, 20, and 20, respectively.




Lateral expansion measurements: The amount of lateral expansion at the fracture plane is a measure of ductility. Lateral expansion is a measurement of expansion on each side of the specimen of each half specimen must be measured relative to the plane defined by undeformed portion on the side of the specimen. Burrs formed during impact testing, were removed by rubbing on emery cloth. However protrusions that result from the fracture were not rubbed. As per the ASM Handbook [9] increase in impact energy is accompanied by increase of shear lip and lateral expansion. The results showed that the lateral expansion of DCT specimen is higher when compared with CHT with the increase in impact energy. But there is a slight increase in lateral expansion of SCT specimens when compared with CHT with the increase in impact energy.
SEM analysis: Fracture surface of all treated specimen were observed in detail with scanning electron microscope (SEM). The SEM pictures are taken in the central region of flat fracture in CHT, SCT, and DCT specimens. Figure 7 (a), 7 (b), and 7(c) show the fracture surface of CHT, SCT, and DCT specimens, respectively.

Figure 7 shows predominant transgranular brittle fracture with a little amount of plastic deformation, which is confirmed by the occasional presence of dimples. In addition there is less evidence of the presence of micro voids and micro cracks. Figure 7 (b) shows regions with both intergranular fracture and some areas with dimples with extended lips, which corresponds to the quantity of plastic deformation the specimen has undergone. The presence of micro dimples on the fracture facets shows that considerable amount of plastic deformation has occurred prior to fracture resulting in increased impact energy. Presence of many micro crack and crack branching shows an increase in impact energy over the conventional heat treatment. Figure 7(c) shows considerable amount of micro voids and micro cracks. However, the micro void doesn’t indicate the occurrence of considerable amount of plastic deformation in comparison with SCT due to the absence of deformation lips around the voids. This is the reason for the marginal decrease in impact energy on comparing with SCT. In general, cryogenic treatment increases the toughness of En 353 over conventional heat treatment.
Microstructural analysis: Optical microscope was used to study CHT, SCT and DCT samples. A comparison was made on the case and core microstructure of CHT, SCT and DCT samples, which is shown in Figure 8, Figure 9, Figure 10, respectively.



Coarse carbide along with tempered martensite is observed Figure 8 (a). In SCT specimen finer distribution of carbides along with tempered martensite was evident from Figure 9 (a), whereas Figure 10 (a) reveals a very fine distribution of carbides along with fine platelets of tempered martensite. On examining the core microstructure of CHT, SCT, and DCT samples, however, virtually there is no significant difference noticeable, which is evident from the Figure 8 (b), Figure 9 (b), and Figure 10 (b). The possible mechanism for improvement in toughness may be due to:
• Relieving of residual stress due to a lattice level contraction and expansion during cool down and warm up process of cryogenic treatment.
• Precipitation of fine carbides during subsequent tempering. During cryogenic treatment fine platelets of martensite form from the retained austenite and this fine platelets of martensite promotes precipitation of fine carbides by diffusion mechanism during tempering.
• Reduction in lattice energy during cryogenic treatment, which improves the perfectness of the crystal structure.
Conclusion
The toughness of case carburized steel En 353 is increased by shallow cryogenic treatment and deep cryogenic treatment when compared with conventional heat treatment. This is evident from both absorbed energy and lateral expansion measurements. The shear fracture is 10 percent, 20 percent, and 20 percent for CHT, SCT and DCT samples, respectively. It shows the increase in ductility of SCT and DCT over CHT. The SEM analysis of fracture surface indicates the occurrence of extensive crack branching and noticeable plastic deformation in DCT and SCT specimens in comparison with CHT. These results are consistent with the previous studies [5], which show that the impact strength can be enhanced through cryogenic treatments.
References
- Mohan Lal D, Renganarayanan S, Kalanidhi A. Cryogenic treatment to augment wear resistance of tool and die steels, Cryogenics, 2001; 41:149-155.
- Huang J.Y, Zhu Y.T. Microstructure of cryogenic treated M2 tool steel, Materials science and engg, A., 2003; 339: 241-44.
- Barron R.F. Effect of cryogenic treatment on lathe tool wear, Progress in refrigeration science and technology, 1973; 1:529-33.
- Fanju Meng, Kohsuke Tagashira, Ryo Azuma, Hidea Kishoma., Role of eta-carbide precipitations in the wear resistance improvements of Fe-12Cr-Mo-V-1.4C Tool steel by the cryogenic treatment, ISIJ international, 1994;34:205-10.
- Molinari, M, Pellizzari. Effect of deep cryogenic treatment on the mechanical properties of tool steels, Materials processing technology, 2001:118:350-55.
- Wilson. V. Ultra-cold treatment up heavy-duty tool wear, Iron age, 1971; 207:6:58.
- Sidney H. Avner. Introduction to physical metallurgy, Tata McGraw hill publishing company limited; 1997.
- Standard test methods for notched bar impact testing of metallic materials-Designation: E 23-02a, Annual book of ASTM standard, 2004;03:01:158-84.
- Mechanical Testing and Evaluation, ASM handbook, 2000; 8,:861-72.


























{kind=link}