

")







Older drivers probably owned a car during a time when most automobiles in the United States had a manual transmission. For those people, learning to drive “stick” meant learning how to use a clutch and change gear ratios while keeping the car in gear. When they did not execute the motion smoothly, they resorted to the all too common phrase, “If you can’t find them, grind them.” This is not at all what we mean when we refer to ground gears in modern industrial applications.
When gears are produced by hobbing or shaping, their tooth flanks will have some marks as a result of the tooling. These marks can cause pitting if the gears are used at high speeds or are used under high loads. Additionally, in order to carry high loads or to operate at high speeds, gears are typically hardened. The hardening process amplifies the tooling marks and reduces the surface contact area. Because of this reduction in surface contact area, the gears cannot hold the loads they were designed for and premature failure will occur.
To prevent this, almost all hardened gears are ground finished. The grinding process removes these surface imperfections, thereby increasing the surface contact area. It also improves the accuracy of the tooth profile which decreases the noise of the gear mesh and also, in correcting the pitch imperfections, results in a higher quality gear.
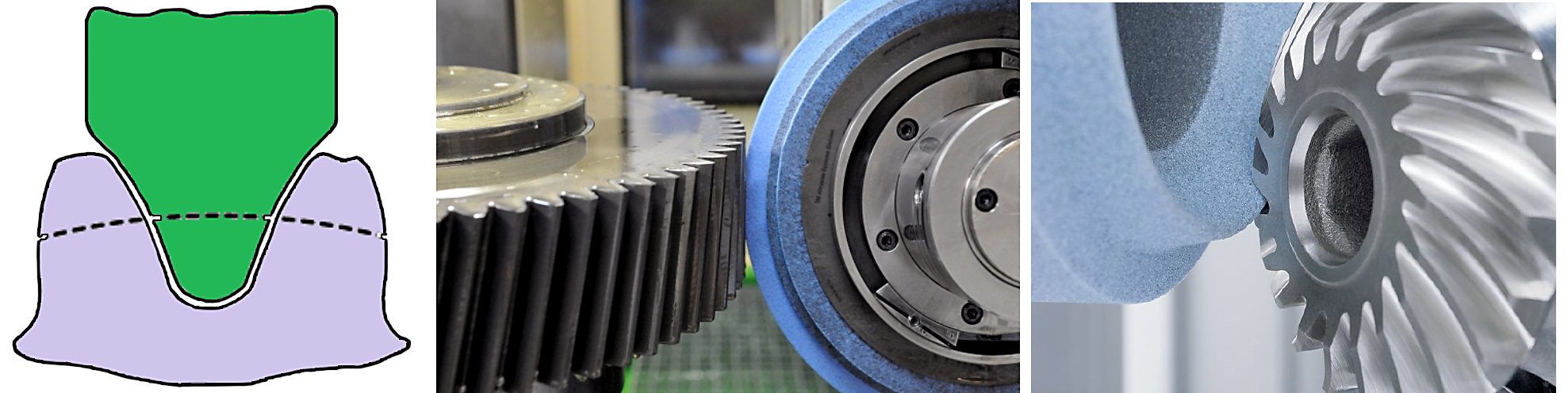
The two most common methods for gear grinding are form grinding and generating grinding. Form grinding is performed by shaping the profile of the grinding wheel to that of the finished product. The resulting product takes the exact shape of the grinding wheel. Generating grinding uses a flat grinding wheel, which mimics the action of the cutting tool to remove material in the same manner as the roughing tool.
It is common to harden and grind spur gears and helical gears specifically when they are going to be used under high load or operating at high speeds such as inside a reduction drive gearbox. Spiral bevel gears are also frequently hardened and ground for the same reasons. The two types of gearing that are never ground finished are worm wheels made from bronze alloys and straight tooth bevel gears.
Worm wheels are not ground finished because they are not hardened. It is not possible to grind a soft surface. Where the benefits of a ground tooth surface are required for a worm gear pair, it is the worm which is hardened, and ground finished. As the worm pair mechanisms action is that of a friction drive, the ground worm surface will polish the worm wheel to create the effects of a ground surface on the tooth flanks.
Although designers occasionally indicate a requirement for a ground straight tooth bevel gear set, this is neither a practical design requirement nor is it a manufacturing possibility. If the requirements dictate a straight tooth ground bevel set, a hardened and ground Zerol gear set would be a better alternative. The reasons being that this type of gear can be produced on the same machinery as spiral bevel gearing and can be ground finished using the same machinery as well. In regard to straight bevel gear grinding machines, the Gleason company has only produced two straight bevel grinding machines in its entire 150-year history. One of these grinding machines was built for the U.S. military for use during the Second World War, and the second machine was built to supply spare parts for the first machine.
Ground gears are an excellent design choice when quiet, strong gears are needed in your application. Please keep from designing ground straight tooth bevel gears, as this really grinds my gears.












