








Quality assurance on the shop floor is an integral part of the production chain today. It involves comparing production results against the target results at various stations in the process chain. A final quality document is frequently also provided to the end customer; here, the quality of all features relevant for the component’s function is tested again and documented.
Many companies today use a range of measuring equipment to perform all of the required measurements (on a crankshaft or transmission shaft, for example). These often include conventional coordinate measuring machines, form testers, roughness testers, and special measuring instruments (such as those for gear measurement). Especially when an end‐of‐line measurement is required as the final proof of quality at the end of a process chain, this entails a great deal of manual retooling.
The variety of measuring equipment is also capital‐intensive and, for this reason, is available in only a few measuring chambers. This results in substantial distances to the measuring station and delays (at peak periods) due to the high capacity utilization of the measuring equipment. Particularly when setting up a machine and a process, this situation leads to lengthy downtimes for the processing machine, potentially resulting in diminished productivity. To work around this issue, gauges are used in many locations in the production area to perform qualitative inspections. These gauges are rugged enough for shop floor use. But they have the disadvantage of being extremely capital‐intensive and inflexible. Even small changes in a drawing often require a new purchase, involving large outlays and long wait times. Moreover, a purely qualitative inspection (good/reject) means that an additional measurement for quality documentation purposes is required at the end of the process chain and, moreover, that statistical process control options are unavailable. If these jobs are performed on one measuring machine, all options for statistical process control are available, and component changes merely require changes to the measurement program.
A Combined Approach
Klingelnberg’s approach is to combine all typical measurement tasks for axially symmetrical components on a single measuring machine, one that is designed for use in a measuring chamber and on the shop floor alike. These devices typically take the form of a coordinate measuring machine with a rotary table. Additional important features are also utilized to significantly increase accuracy. An appropriate accuracy for form measurement is achieved through the precise rotary table support and the highly accurate, dynamic 3D probe system, which performs scanning measurements with a resolution of 4 nm. Thus, form measurements can be performed on the same instrument as coordinate measurements.
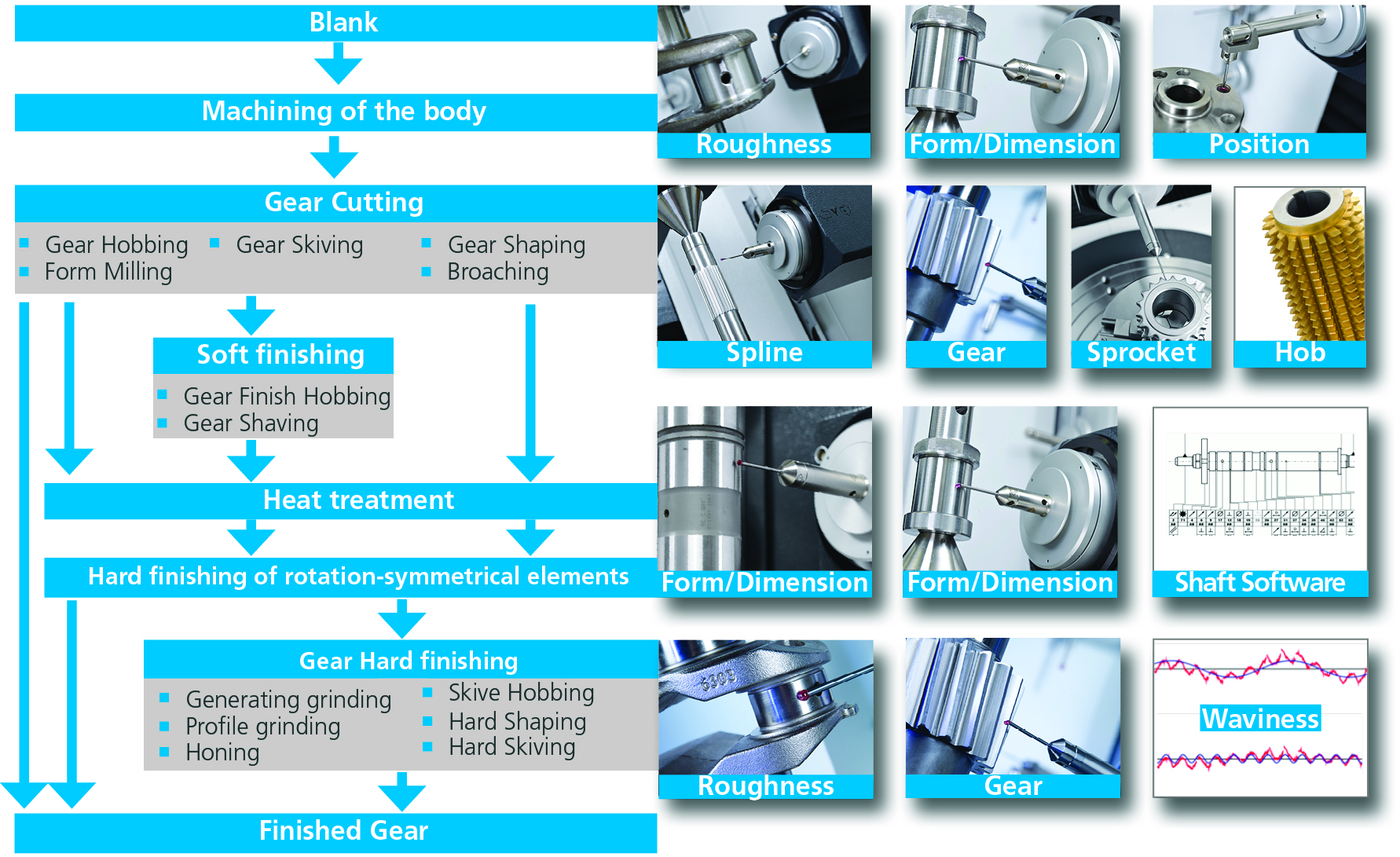
Figure 1 shows an example of measuring and evaluation options based on toothed gear production process chains. The blank can be fully measured with all relevant features even before preliminary cutting takes place. Both dimensional and geometrical measurements can be integrated here. Of course, the same also applies to machining form elements after heat treatment and before hard finishing of the gearing.
In addition to conventional gear measurement, tools can also be measured, as shown on a hob. Even roughness measurements can be integrated into an automated sequence. And hard finishing is followed by a waviness analysis on the tooth flanks. The form measurement capabilities of the Klingelnberg precision measuring centers are what make high‐precision measurement of waviness possible. With the right evaluation software, noise phenomena, such as ghost frequencies, can be analyzed, and important information for their prevention can be gleaned. The overview clearly shows the diverse range of measurements that can be performed on a Klingelnberg precision measuring center.
Klingelnberg precision measurement centers have been designed without compromise for use both in the measuring chamber and on the shop floor. To achieve this, the company has drawn on its experience in developing machine tools, combined with its expertise in precision measuring technology. The key factors in its success are the machines’ rugged design and their reliable, computer‐aided temperature neutrality during the measurement process.
A Range of Environments
The production environment is rife with dirt and vibrations from production machines and transport systems. The three linear measuring axes and the rotary table axis are built with special, high‐precision roller bearings and covered measuring systems, making them extremely insensitive to dirt compared with air‐bearing axes. The machines can also be fitted with a purpose‐built vibration insulation mechanism to ensure that shocks and vibrations coming from the surrounding environment do not affect the measuring result. This produces an extremely rugged system, well‐suited for the production environment.
Temperature fluctuations are another feature of the production environment. Every Klingelnberg precision measuring center has a machine bed made of precisely machined cast steel. This ensures that all machine components and the steel component to be measured have an identical coefficient of thermal expansion. Sensors measure the workpiece, machine, and environmental temperatures; the resulting influences on the measuring results are then compensated in real‐time by means of a computer‐aided temperature model, thereby achieving temperature neutrality in the measurement.


In light of these factors, it can be said that Klingelnberg precision measuring centers meet requirements for replacing gauges on the shop floor and can provide a host of additional quality assurance information where needed. Figure 2 shows typical measurements being performed on a measuring device; such measurements have previously often been checked using gauges on the shop floor.
Figure 3 shows the P 16 G. This measuring machine is designed for disk‐shaped components and short shafts of the type typically found in the automotive industry. Shop floor measurements significantly improve process control. Statistical evaluation of measured values can pinpoint trends in the early stages, for instance, making it possible to intervene before the first component is found to be out‐of‐tolerance and subsequently rejected. The machine’s extremely compact footprint and standing operation design provide significant benefits, as does elimination of the use of compressed air.

And the measuring machine and processing machine are operated by the same individual — another key factor. Specialist knowledge in measuring technology is not required. With this in mind, Klingelnberg developed its EasyStart software, a system that effectively separates the creation of the measuring program from the measurement itself. The operator locates the measuring program on the start screen and launches it directly with a click of the mouse. The process can be simplified even further by using a barcode scanner in conjunction with a barcode on the component.
Flexibility and Precision
With its P 16 G, Klingelnberg has developed a high‐precision, compact machine for shop floor use that is optimized specifically for measurements performed on circular components. The machine’s suitability for the production environment, combined with Klingelnberg’s tried‐and‐tested precision, makes the P 16 G the ideal measuring device for replacing gauges on the shop floor.




























