









In the first two columns the concept of lasers as an industrial tool was introduced and general considerations were presented. Although the complexity of a laser may seem overwhelming, by choosing an experienced laser system provider much of this burden can be shared with those who are knowledgeable in this field. Over the next several months important design considerations will be presented, followed by laser welding process considerations and welding case studies. In the end, these basics will permit the reader to make informed decisions as to the suitability of specifying laser welding in their shop environment.
This month we look at the basics of designing a weld assembly, with joint designs and materials consideration to follow over the next two months. This installment discusses the fundamentals of design for welding, introducing the concepts of “line of sight” access to the joint to be welded, and “restraint minimization” to improve fusion zone stress state.
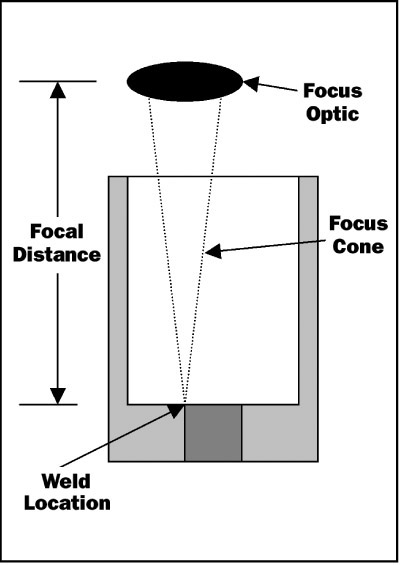
Ready access to the joint to be welded is essential for any welding process, but for laser welding there can be a slight variation compared to conventional welding processes. Typically, if a line of sight exists, then the joint can be welded. Because laser technology uses focused energy to produce a weld, the joint may be located in a recess that is not accessible using traditional welding processes. The primary concerns are whether there is sufficient clearance for the “focus cone,” and whether the joint is aligned with our line of sight. A normal laser has a beam diameter between 1″ and 2″. To achieve sufficient energy density to produce a laser weld (>106 watts/cm2), the beam must be focused on the joint. Assuming a focus distance between 5″ and 12″, one may need to provide angular access for a focus cone of up to 23 degrees, minimum. The 23-degree angle was derived using a beam diameter of 2″ and a focal distance of 5″, but this combination would be rare in practice. Typically, the smaller beam diameter lasers are used at the shorter focal distances, and the larger diameter of greater focal distances. As a good rule of thumb, a 10-degree cone angle is common, and an access clearance angle of 20 degrees is recommended–twice that of the cone. Figure 1 illustrates this principle. This figure demonstrates access to a weld joint at the base of a recess, and there is a good line of sight to perform the weld. Once access is confirmed the joint line should be in alignment with the beam focus. Lasers produce a keyhole-type weld, which penetrates deeply in the focal direction. It is best if the joint is aligned with the beam, but special situations can be accommodated up to an approximate 20-degree deviation.
Once you have determined if you can access the joint, you now consider whether or not you have designed for minimal restraint. Restraint refers to the resistance that the fusion zone will experience upon cooling after solidification to room temperature. If the fusion zone is restrained, tensile stresses due to volumetric contraction will lead to high residual stress, or even failure. Figure 2 illustrates the basics of restraint minimization. The high restraint example (left) shows an assembly design which, if welded, would present restraint of the fusion zone because of the strength or integrity of the individual components. If one has no option but to use this type of design, restraint can be minimized by performing a full penetration weld, designing either components to yield under the stress which develops, or by preheating the assembly. The minimal restraint example (right) is similar to welding two tubes end to end. Upon welding this example the two components are free to be drawn together as the fusion zone cools and contraction occurs. It is worthwhile to mention that if full penetration is not accomplished with this design, a restraint condition will exist due to intimate contact of the components below the weld root. If full penetration can’t be maintained in welding practice, one or both components can be machined to reduce joint depth.
If you consider these two basic principles in the design of welded assemblies you can realize maximum performance, increase customer satisfaction, and avoid premature static or fatigue failures in the field.














{kind=link}
{kind=link}