








This column covers joint design for laser welding. Last month joint access and restraint were discussed, and next month material considerations are to be presented. After completion of this series on design, columns relating to the weld process will follow.
In previous columns on designing for laser welding the topics of access, restraint, and joint design were presented. In this column the final design consideration of material choice is discussed. Choosing appropriate materials is a difficult problem since the best performing materials are often the most difficult to weld. In gear applications the properties often desired are wear resistance and toughness. To achieve this steels classified as low-alloy or alloy steels are often employed, because they contain additional carbon for hardening and nickel to promote toughness. There are other elements which promote hardening, but it is the carbon content that is the key to weldability.
Most laser welding applications utilize steels with carbon contents of 30 points (0.3 wt. percent) or less. This is primarily due to the high thermal efficiency of the process. With minimal heat input, steels considered not hardenable by heat treaters can show hardening response in the fusion and heat affected zones. Steel with good hardenability and just 20 points of carbon can reach a hardness of 48 Rc, which can concern a metallurgist because this represents a fully hard Martensitic structure. The process engineer can minimize hardening in the HAZ by maximizing heat input, but at approximately 40 points carbon additional energy is required to suppress or affect Martensite in the HAZ. In addition to the hardening response promoted by increasing levels of carbon, weld quality will degrade, resulting in welds which exhibit poor solidification (hot cracks) or porosity. Maximizing heat input and controlling solidification are important in the welding of steels with greater than 40 points of carbon.
Nitrogen is another element that is often used in the hardening of steels. Laser welding nitrided steels should be avoided, because the welds can exhibit cracking and porosity. If the nitrided layer is removed at the weld location, this problem is avoided. Other concerns include: sulfur and phosphorous, which should be below 0.05 percent to prevent hot cracking; zinc coated steels, which can result in porosity, and; free machining steels containing high levels of sulfur, phosphorous, selenium, cadmium, or lead, due to hot cracking and porosity problems.
As for application examples, the welding of two different products is presented here to provide some perspective of the variety of approaches that can be taken. These examples are the welding of medium carbon steels, and the welding of carburized gear to a low carbon ring.
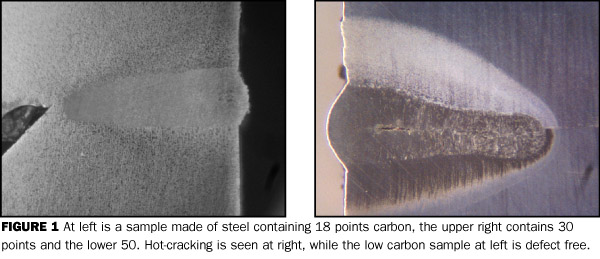
The first example is the welding of two different medium-carbon steels, one containing 30 points carbon and another containing 50 points carbon. This particular application is challenging because of the higher carbon material, and thus requires heating of the assembly prior to and after welding. Induction heating is used to localize the addition of heat in order to avoid tempering of the gear teeth. Figure 1 illustrates the styles classified as butt, lap, and fillet joints. The most remarkable difference between laser welding and the arc/conduction mode processes is that laser energy can deeply penetrate a joint, producing good joint coverage without filler material being added. The joint designs of figure 1 illustrates the impact that carbon can have on the weldability of steels. The actual assembly is compared to a “mock-up” assembly machined from 1018 steel. Although the 1018 mock-up welds readily at a moderate induction preheat temperature, the actual assembly shows poor results, as evidenced by hot-cracking and a hard HAZ in the 0.5 percent carbon material. The solution was to increase the level of induction heating to improve weld quality and reduce the hardness of the fusion and HAZ to maximize properties in service. From a design standpoint, this assembly requires access for both the laser and the induction coil, and subjects the gear to potential tempering if heat is not controlled.
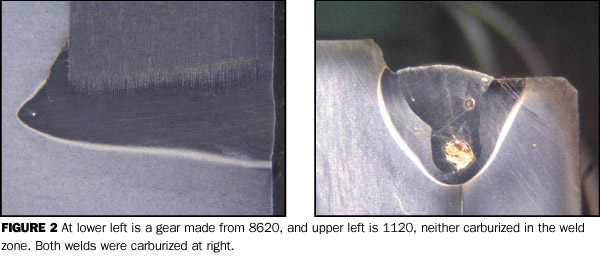
The second example is the welding of a gear/ring assembly. In this situation the gear material is carburized AISI 8620, and the ring is an AISI 1020 equivalent. To successfully join this pair of materials the joint area of the gear has be machined after carburizing to remove the high carbon layer. This same approach can be accomplished by applying a stop-off to prevent caburization. Figure 2 illustrates a successful weld penetrating 7 mm. Also shown in Figure 2 is another application in which the carburized layers were not removed at the joint, resulting in a weld with significant porosity and cracking.
When designing for laser welding it is beneficial to explore material options which minimize carbon, yet have the required service properties. If medium or high carbon steel are required for the application they may be accommodated by utilizing additional heating and/or the use of filler materials. As the applications become more difficult because of material requirements, it is necessary to design for minimal restraint, maximum access, and to produce full penetrating welds.














{kind=link}
{kind=link}