








Gear manufacturers today must turn on a dime to meet fast-changing customer demand and marketplace conditions with faster production of smaller lot sizes. More frequent part changeover has fostered the development of workholding systems with quick-change, often tool-less designs to take increasingly valuable non-productive time out of the process. This new gear production paradigm has also exposed the inherent weaknesses of conventional ID clamping devices that lack flexibility and/or reliability — and created an opportunity to greatly improve overall clamping performance.
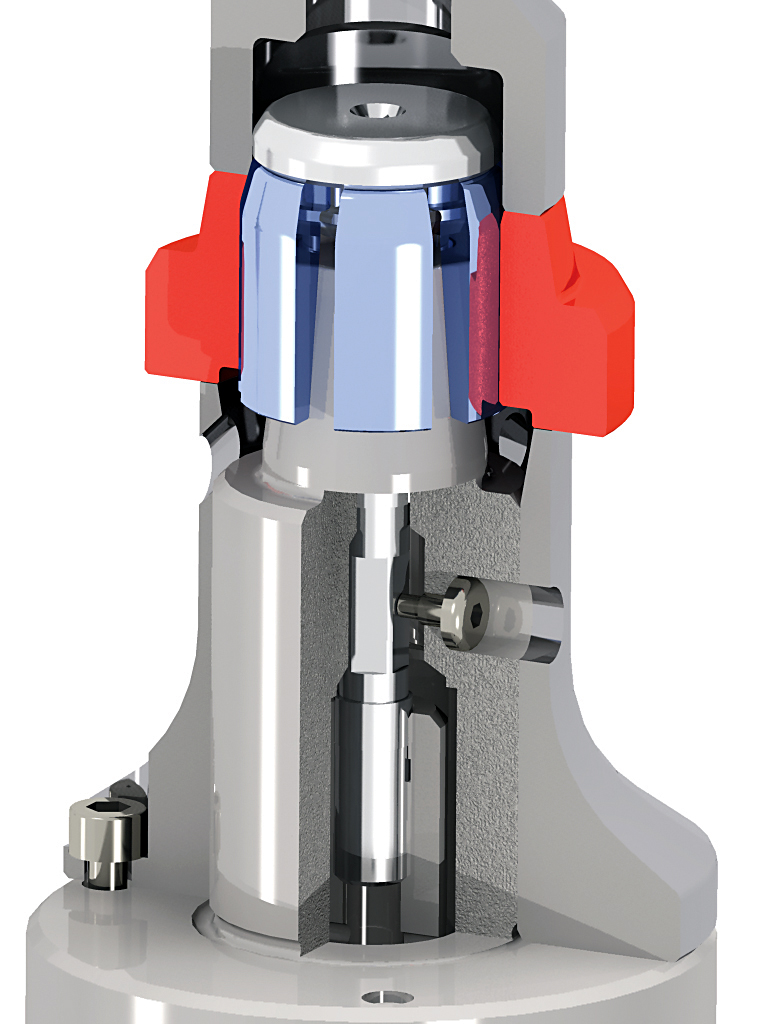
Segmented collets have been made more reliable. Workholding systems using segmented collets that expand to center and clamp in the gear bore bearing diameter are among the best solutions for today’s small-batch, diverse-part production environments. Their expansion range inherently offers users greater flexibility, so a single collet can accommodate a range of bore diameters, thus helping to reduce both equipment cost and the non-productive time needed for changing over less flexible workholding. These segmented collets are typically composed of an assembly of high-strength steel segments bonded together with rubber using an injection molding process. This steel/rubber assembly delivers both a wider range of expansion than steel alone and, additionally, vibration dampening. Typically, the collet is expanded (chucked) or contracted (de-chucked) by an expander that’s actuated by a drawbar connected to the production machine. As the expander pulls down, it causes the collet to expand and produce a particularly rigid radial face clamping/pull back effect on the workpiece.

But the composite metal/rubber construction that gives a segmented collet its wide expansion range also exposes an Achilles heel: reliability. Over time, after thousands of chuck/de-chuck cycles, excessive wear and runout often become evident. These conditions can be further exacerbated by what’s known as “over-chuck,” or when chucking is initiated without a gear blank in place. Excessive runout can result from just one or two instances, not to mention causing the collet to break.
In an extensive development effort spanning several years and two continents, Gleason’s Tooling Products Group has sought to design, engineer and produce in-house a completely new segmented collet that combines highly desirable flexibility with exceptional accuracy and reliability. Today, these objectives have been met. Only eight different configurations of the single-angle collet are needed to cover bore diameters ranging from 20 to 100 mm — the most common sizes for automotive gear manufacturers and many others. Each configuration delivers a particularly wide expansion range of up to 0.76 mm so that fewer sizes are needed to accommodate a wider range of bore clamping applications — cylindrical, as well as some bevel gears. The outside diameter of the collet blanks can also be easily and quickly ground to a specific customer size. It’s the closest thing yet to a “universal” segmented collet design.
But perhaps the most compelling case to be made for these collets has to do with their reliability and accuracy. In order to minimize or eliminate altogether the potential for excessive wear, fatigue, and runout, Gleason started development with a clean sheet and employed both FEA and the most rigorous lifecycle testing using test fixturing to cycle prototypes through a simulated chucking/de-chucking cycle over 1 million times — or many times what could be expected during the average life expectancy of the product. In fact, over the course of a million cycles or more, these collets showed no evidence of excessive wear or fatigue — with runout never exceeding 5 microns.
The process helped validate the new design and, most importantly, proved that the proprietary new injection molding process that was developed in close cooperation with a supplier would eliminate the potential for the rubber elements that are injected between the steel segments from “dis-bonding” with the steel segments and causing the collet to fail. Additionally, the proprietary rubber “recipe” that Gleason developed for the rubber elements exceeded expectations and the criteria that had been set for characteristics such as elongation, hardness, sensitivity to changes in the environment, stability, and even color.
Gleason is rolling out this segmented-collets product in conjunction with many of its existing workholding systems, including the latest quick-change models, and for use on all types of Gleason and other gear production machines. Customers throughout the world will have ready access to these products quickly and on-demand from company locations found worldwide, where they can be easily ground to specific customer requirements for quick delivery.
About the author: Tim Zenoski is director of Global Product Management, Workholding, at the Gleason Works. Learn more at www.gleason.com.




























