








Perhaps the most costly factor in the manufacture of high-precision components like gears is that of unplanned dimensional changes or distortion of the final part. Often distortion is not discovered until the part has progressed through the entire manufacturing process with all the associated material, machining, heat-treating, and finishing costs embedded. When it is found at this point that the dimensional requirements are not met, they are typically uncorrectable. This discovery results in scrapping of the finished gear, with a loss of all the manufacturing costs.
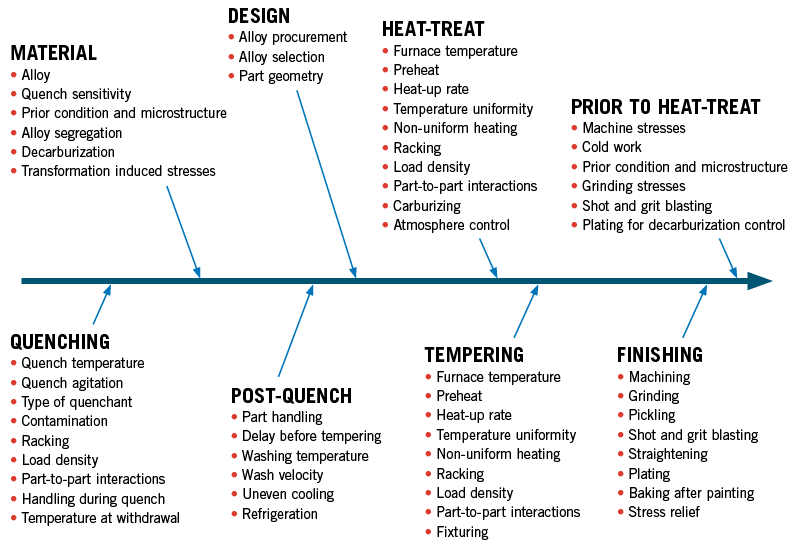
Achieving the dimensional requirements requires precise control over all aspects of manufacturing, as is shown in the diagram in Figure 1.
Whereas the material may not appear to play a significant role from this diagram, it actually affects the response of all the manufacturing processes and can affect the role of each to achieve the final print dimensions. Gear manufacturers dedicate significant resources to understanding and controlling as many of these variables as possible; however, the material parameters are largely controlled by the steel and blank source, and are not entirely controlled through the material specifications. The material specification for the gear blank typically only covers the basic attributes associated with meeting the necessary properties in the final part, and does not fully address all the factors that can influence the dimensional stability of the material to influence the final gear shape. This article will discuss the material variables that can influence the dimensional stability of the gear as it is being manufactured into the final shape.
Dimensional control of a gear blank requires precise regulation of the process from the beginning of the material sourcing and processing through the final heat treating, machining and finishing steps, and includes the following:
- Superior chemistry control to minimize hardenability variations within a heat and from heat to heat. This is a critical parameter in reducing heat-treat distortions.
- Knowledge and selection of casting variables to minimize chemical segregation, including appropriate reduction ratio, optimized casting parameters, bloom rolling, and processing.
- Post-hot working process optimization to minimize residual stress in blanks, including a uniform heat-treating process, elimination of stresses from further processing, etc. Also important is development of machinable material condition to minimize introduction of machining stresses.
The final desired product is a stress-free steel gear blank that responds consistently and uniformly through the machining and heat-treat processing to produce a dimensionally stable and accurate final gear.
The largest potential source for dimensional changes and distortion during gear manufacturing is the final heat-treatment process to develop the necessary properties. The phase transformations that typically occur during heat treatment are accompanied by volume changes, and the thermal profiles introduced are also sources for dimensional changes, including distortion. Major efforts are typically deployed to minimize these shape changes, and in particular non-uniform changes, through initial part design, material specifications, minimization of stresses in the green gear blank, and fixturing of the parts along with devising the heat-treatment parameters to ensure as uniform and consistent a process as possible. However, there are still potential sources for non-uniformities in the raw material that can manifest themselves in heat-treat distortion. These can be a result of numerous factors, but can include:
Compositional segregation in the raw material that result in non-uniform transformations.
Non-relieved, variable stresses that are relieved during heat-treatment.
Excessive variations in composition or hardenability within a heat or between heats.
Grain size variations that result from insufficient/inconsistent grain boundary pinning additives.
Here again, the raw material provider has control over and responsibility to minimize the potential impacts of these effects, and plays a vital role in optimizing the material to provide a uniform, low-distortion heat-treat response to the gear heat-treat process. Whereas these effects are difficult to specify into the material, it is important to select a steel provider that understands how to optimize their steelmaking processes to control and minimize each of these potential sources of distortion.
The end result is that the gear material provider becomes a partner with the gear manufacturer in controlling the dimensional stability of the final gear application beyond what is specified on the print or material specification. Since the material characteristics interact with each manufacturing process step, it is important that the material provider be aware and have an understanding of the influence that the material can have on each operation, and be prepared to further optimize the material/blank to minimize the final distortion. Further, it is imperative that the material provider have the capability to investigate and determine the root cause for material anomalies or issues that occur during manufacturing process steps to be able to offer potential solutions to the gear manufacturer.
Several of the previous Materials Matter columns (June, September, October, and December 2017, January 2018) illustrate the necessary capabilities the material supplier should possess, including a knowledge of machining of gears (such as broaching), heat-treat response of gears through various hardening processes (including vacuum carburizing), investigative support to determine root cause analysis of issues that occur, and modeling techniques to understand and control manufacturing processes to ensure the consistency of our final products. These engineering resource investments into materials manufacturing process and support define the capabilities of a premier steel supplier into the gear industry.
Summary
Distortion effects can have a major impact on manufacturing costs and overall gear quality. Whereas there are many potential sources for distortion, the material factors can interact with each source, and influence the magnitude of each on the final product dimensional control. The material manufacturing methods can introduce numerous potential direct or indirect sources for distortion, with the primary influence resulting from the response of the gear to the final heat-treatment process. Optimization of the material compositional and hardenability control, segregation and internal consistency factors, residual stresses introduced during manufacturing and a machinable condition for gear cutting are all factors the material provider has to have knowledge and capability to control to produce a dimensionally stable heat-treated final gear product. Many of these factors go beyond what can be controlled in material specifications, and requires the selection of a superior and knowledgeable material provider who can work as a partner with you in achieving minimal distortion.
References
- Mackenzie, D., Heat Treatment of Gears, Conference: Conference: Heat Treatment 2005: ASM 23rd Heat Treating Conference, Pittsburgh PA.
- Common Gear Failures, A. Koutsis, Gear Solutions, June 2017.
- Materials Modeling for Better Gear Design and Performance, P. Anderson, Gear Solutions, Sept 2017.
- Use of Clean Steels, T. Zorc and M. Burnett, Gear Solutions, October 2017.
- Enhanced Steel Performance during Vacuum Carburizing of Gears, P. Anderson and M. Burnett, Gear Solutions, December 2017.
- Machinability and the Cost of Manufacturing Gears, M. Burnett, Gear Solutions, January 2018.About the author Mike Burnett is a technologist at TimkenSteel. Learn more at www.timkensteel.com.TitleExtra
Distortion effects can have a major impact on manufacturing costs and overall gear quality. One way to mitigate distortion involves in-depth material knowledge.












 testing requirements")